
(1)坯布准备
包括坯布检验、翻布(分批、分箱、打印)、缝头。坯布准备工作在原布间进行,经分箱缝头后的坯布送往烧毛间。
坯布检验率一般在10%左右,也可根据工厂具体条件增减。检验内容为物理指标和外观疵点,物理指标如匹长、幅宽、重量、经纬纱密度和强度等;外观疵点如缺 经、断纬、斑渊、油污、破损等。经检验查出的疵点可修整者应及时处理。严重的外观疵点除影响印染产品质量外,还可能引起生产事故,如织入的铜、铁等坚硬物 质可能损坏染整设备的轧辊,并由此轧破织物,产生连续性破洞。对于漂白、染色、印花用坯布,应根据原坯布疵点情况妥善安排。
翻布时将织厂送来的布包(或散布)拆开,人工将每匹布翻平摆在堆布板上,把每匹布的两端拉出以便缝头。布头上可漏拉,摆布时注意正反面一致,也不能颠倒翻 摆。翻布的同时进行分批、分箱。此时将加工工艺相同、规格相同的坯布划为一类,每批数量根据设备加工方式而定,如采用煮布锅煮练,则以煮布锅的容布量为一 批;采用绳状连续练漂时,则以堆布池容量分批;采用平幅连续练漂时,通常以十箱布为一批。目前国内印染厂布匹运输仍使用堆布车(布箱),每箱布的多少可根 据堆布车容量为准。由于绳状练漂是双头加工,分箱成双数。每箱布上附一张分箱卡片,标明批号、箱号、原布品种、日期等,以便管理检查。每箱布的两头距布头 10~20cm 处打上印章,打印油必须具有快干性,并能耐酸、碱、氧化剂及蒸煮。打印油都用碳黑与红车油自行调制。印章上标明品种、工艺、类别、批号、箱号、日期、翻布 者代号,以便识别和管理。
下织机织物长度一般为30~120m,不能适应印染厂连续加工,因此必须将每箱布内各布头用缝纫机依次缝接成为一长匹。缝接时要求缝路平直、布头对齐、针 脚均匀,防止产生皱条;正反面不能搞错,也不能漏缝。各厂大都使用环缝式缝纫机(又称为满罗式、切口式),此机优点是缝接平整无叠层,缝接比较坚牢,各种 织物都适用,但用线量高(为布幅宽的13),每个布头还要切除1cm 宽的切口,浪费较大。箱与箱之间的布头连接都在机台前缝接,可采用平缝式缝纫机(或家用缝纫机),这种缝纫机使用时灵活方便,也可用于湿布接头,用线量较 省(为布幅宽度的3.2 倊),但缝接后布头处有叠层,卷染染色时易造成横档色疵。缝接时布边针脚应适当加密,以改善染整时卷边现象。
(2)烧毛
纱线纺成后,虽然经过加捻并合,仍然有很多松散的纤维末端露出在纱线表面,织成布匹后,在织物表面形成长短上一的绒毛。布面上绒毛影响织物表面光洁,且易 沾染尘污,合成纤维织物上的绒毛在使用过程中还会团积成球。绒毛又易从布面上脱落、积聚,给印染加工带来不利因素,如产生染色、印花疵病和堵塞管道等。因 此,在棉织物前处理加工时必须首先除去绒毛,现一般均采用烧除的方法。
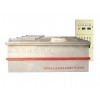
烧毛方法有两种,即燃气烧毛与赤热金属表面烧毛。前者利用可燃性气体燃烧直接燃去织物表面绒毛;后者为间接烧毛,即将金属板或圆筒烧至赤热,再引导织物擦 过金属表面烧去绒毛。与这两种方法相应的烧毛设备,有气体烧毛机(无接触式烧毛)、铜板烧毛机和圆筒烧毛机。气体烧毛机操作方便,适应性广,目前各厂普遍 采用气体烧毛机。铜板及圆筒烧毛机劳动强度高,工作条件差,除灯芯绒厂尚在使用外,已应用上多。见图l-1、图1-2。

气体烧毛机对各种纺织物都适用,对凹凸提花织物效果尤其好,烧毛质量比较匀净,火焰易控制。气体烧毛机工作时对室温影响较小,准备工作时间短。热板烧毛机 需提前约1h 点火,将金属板或圆筒烧到红热,才能开始烧毛。铜与铸铁等金属材料在红热条件下容易被空气中的氧气氧化,耗损较大。
气体烧毛机由进布装置、刷毛箱、烧毛火口、灭火装置组成。气体烧毛机的主要部件是烧毛火口,通常使用狭缝式火口,这种火口使用历史较早,目前仍在使用。火 口是一狭长的铸铁制小箱体,箱内是可燃性气体和空气的混合室,小箱上部有一条狭缝,是可燃气与空气混合物的出口,称为喷口,喷口宽度一般为 0.5~0.8mm,与所用可燃性气体的燃烧速度有关,燃烧速度快的,喷口可狭些,反之,喷口要宽些。为了适应织物布幅的宽窄变化,火口两端可用压板或高 压空气或其他行之有效的方法调幅,使火焰喷射宽度适应于烧毛织物宽度,以免浪费可燃气。
旧式烧毛机火口火焰温度较低(一般700~800℃),常采用多火口烧毛的方法,以提高烧毛质量。但经长期实践观察,烧毛火口的火焰温度对烧毛质量有显著影响,提高火焰温度,不但可以烧毛净,还可以提高车速。现在改进火口措施主要有下列几种方法:
①辐射式火口:在火口上加装异形耐火砖,使混合气出喷口后在耐火砖小腔内燃烧,耐火砖是高温载体,可以聚集热量,提高燃烧温度,强化燃烧过程(可达1300~1400℃)。
②多维火口:如国产SPS-II 型双喷射火口,在原狭缝式火口基础上,将喷口改成一主二辅,使燃气混合气形成滞涡流,从而燃烧得更充分,提高火焰温度,火焰平整稳定。双喷射火口还有其他 结构形式,但作用原理类似。改进的气体烧毛机火口可以转动一定角度,便于控制烧毛程度。
烧毛时,织物引入进布架,然后经过刷毛箱,箱内装有4~8 根鬃毛或尼龙毛刷辊,毛刷辊旋转方向和织物进行方向相反,用毛刷刷去附着在布面的纱粒、杂物和灰尘,并使布面绒毛竖直以便烧毛,然后在火口或热金属板表面 烧灼。织物经烧毛后布面温度升高,甚至带有火星,因此必须及时扑灭火星,降低织物温度,以免影响织物质量或造成破洞,甚至酿成火灾。灭火装置根据落布方式 而定,湿布降温装置为1~2 格平洗槽,槽内装有热水或退浆用的碱液或酶液,烧毛后的织物通过平洗槽灭火。干落布时则向布面喷雾、湿蒸汽,或绕经冷流水辊筒灭火。
目前气体烧毛机使用的可燃性气体有城市煤气、天然气、液化石油气及汽油汽化气等,根据工厂所在地区供应条件而定,因此烧毛机火口及空气供应配比,必须根据 所使用的可燃性气体作适当调整。燃烧充分时,火焰应呈光亮透明的蓝色,火焰平整、竖直、有力,无飘动和跳动现象。应随时保持狭缝口清洁无堵塞,以免造成烧 毛条花。烧毛机工作时尚应注意防火、防尘、防毒、防爆等问题,做到安全生产,织物正反面经过火口的个数,随织物的品种和要求而定。
烧毛质量评定:
将已烧毛织物折叠,迎着光线观察凸边处绒毛分布情况,根据下列情况评级:
1 级原坯未经烧毛。
2 级长毛较少。
3 级长毛基本没有。
4 级仅有短毛,且较整齐。
5 级烧毛净。
-般烧毛质量应达3~4 级,稀薄织物达3 级即可。
来源:互联网









 |地址:浙江省绍兴市柯桥区鉴湖路(中国轻纺城)
|地址:浙江省绍兴市柯桥区鉴湖路(中国轻纺城)